

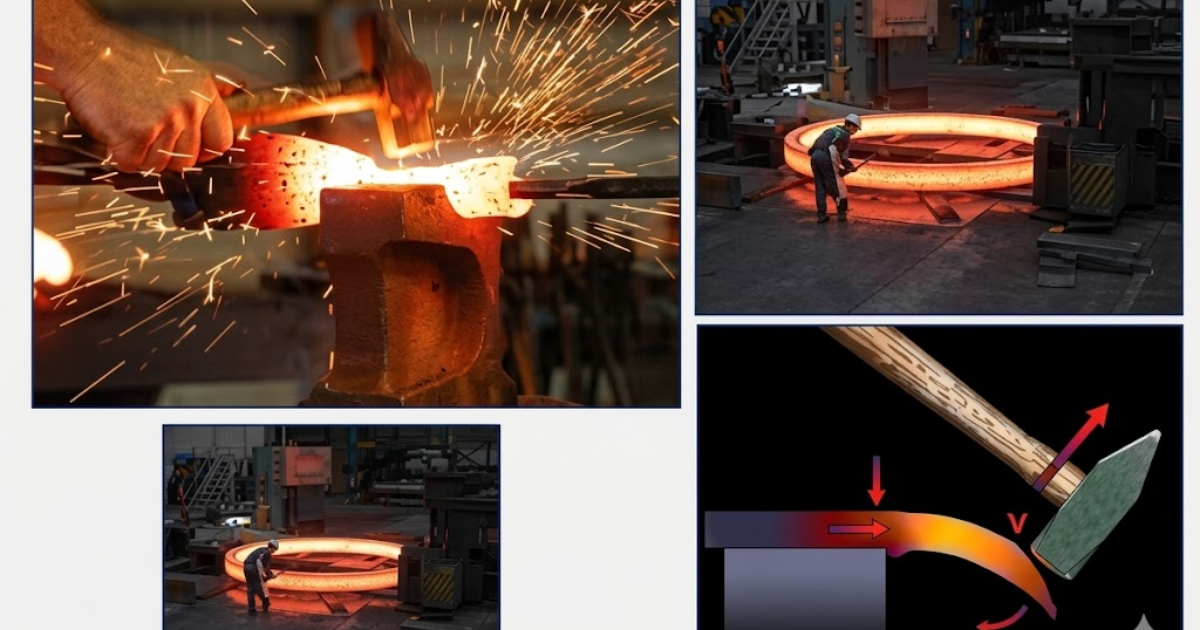
Forging is a fundamental metal forming process that has evolved from traditional blacksmithing into a highly controlled industrial technique used to manufacture critical engineering components. It is widely preferred in industries where strength, reliability, and structural integrity are non negotiable, such as automotive, aerospace, defense, and heavy machinery. To ensure high quality and defect free forged components, integrating inspection techniques like 3D scanning and CT measuring plays a critical role in delivering reliable quality parts and preventing any type of functional failure in real time applications.
Forging is a manufacturing process in which metal is plastically deformed into a desired shape under compressive forces, typically applied through hammers, presses, or dies. Unlike casting, where molten metal solidifies into a shape, forging works with solid metal, refining its internal grain structure. This results in improved mechanical properties such as higher tensile strength, impact resistance, and fatigue life. The directional grain flow developed during forging aligns with the geometry of the part, making forged components significantly stronger than their machined or cast counterparts.

Superior strength and structural integrity: Forging significantly improves the strength of metal components by refining and aligning the grain structure along the contour of the part. This grain flow enhances mechanical properties such as toughness and load bearing capacity. Additionally, the compressive forces used in forging help eliminate internal defects like voids, porosity, and micro cracks, resulting in a dense and structurally sound component that performs reliably under high stress conditions.
High durability and fatigue resistance: Forged parts are known for their exceptional durability and ability to withstand repeated loading cycles without failure. The improved grain structure and absence of internal defects increase resistance to fatigue, impact, and wear. This makes forging especially suitable for critical applications such as aircraft landing gear, crankshafts, connecting rods, and turbine blades, where components are exposed to continuous stress and harsh environments.
Cost effectiveness for complex parts: Forging can be highly economical, particularly in large scale production. It allows manufacturers to produce near net shape components, reducing the need for extensive machining and minimizing material waste. This leads to lower production costs and improved efficiency. Furthermore, forging can create complex geometries that would otherwise require multiple machining operations, saving both time and resources.
Uniform quality and reliability: Since forging does not involve melting the metal, it avoids defects commonly associated with casting, such as shrinkage and uneven cooling. This results in a uniform and consistent microstructure throughout the component. As a result, forged parts exhibit predictable mechanical properties and reliable performance, which is crucial for safety critical applications in industries like aerospace, automotive, and heavy engineering.
Die Design and Manufacturing: The forging process begins with the design and manufacturing of dies, which are specialized tools used to shape the metal. Well designed dies improve dimensional accuracy, surface finish, and production speed. They also help control grain flow within the material, reduce material wastage, and ensure consistent quality in mass production. Proper die design is crucial for achieving the desired shape and mechanical properties of the final component.
Billet/Ingot Preparation: In this step, raw materials such as billets or ingots are selected based on the required size and composition of the final product. These are cut into appropriate lengths and prepared for processing. The correct selection and preparation of billets ensure uniformity in the forging process and help achieve the desired mechanical properties in the finished part.
Heating: The prepared billet is heated in a furnace to a specific temperature to make it soft and malleable. Heating is essential because cold metal is difficult to deform. The forging temperature depends on the material for example, steel is typically heated between 850°C and 1150°C, while aluminum is heated up to around 500°C. Proper temperature control is important to avoid defects and ensure optimal material behavior during forging.
Forging (Shaping): The heated metal is placed into the die and shaped using compressive forces applied by hammers or presses. The metal flows into the die cavity to take the desired shape. In many cases, multiple forging stages or passes are required, and the material may need reheating between operations to maintain its workability. This step determines the final geometry and internal structure of the component.
Heat Treatment: After forging, the component often undergoes heat treatment processes such as annealing, normalizing, quenching, tempering, or case hardening. These treatments are used to enhance mechanical properties like strength, hardness, toughness, and wear resistance. Heat treatment ensures that the forged part meets the required performance standards.
Cooling: Controlled cooling is carried out after forging and heat treatment to further refine the material’s properties. The cooling rate can significantly influence the grain structure, strength, and hardness of the component. Different cooling methods, such as air cooling or quenching, are used depending on the material and desired characteristics.
Finishing: The final step involves finishing operations such as trimming excess material, machining for precise dimensions, and surface treatments like polishing or coating. These processes improve dimensional accuracy, surface quality, corrosion resistance, and overall appearance, making the component ready for its intended application.
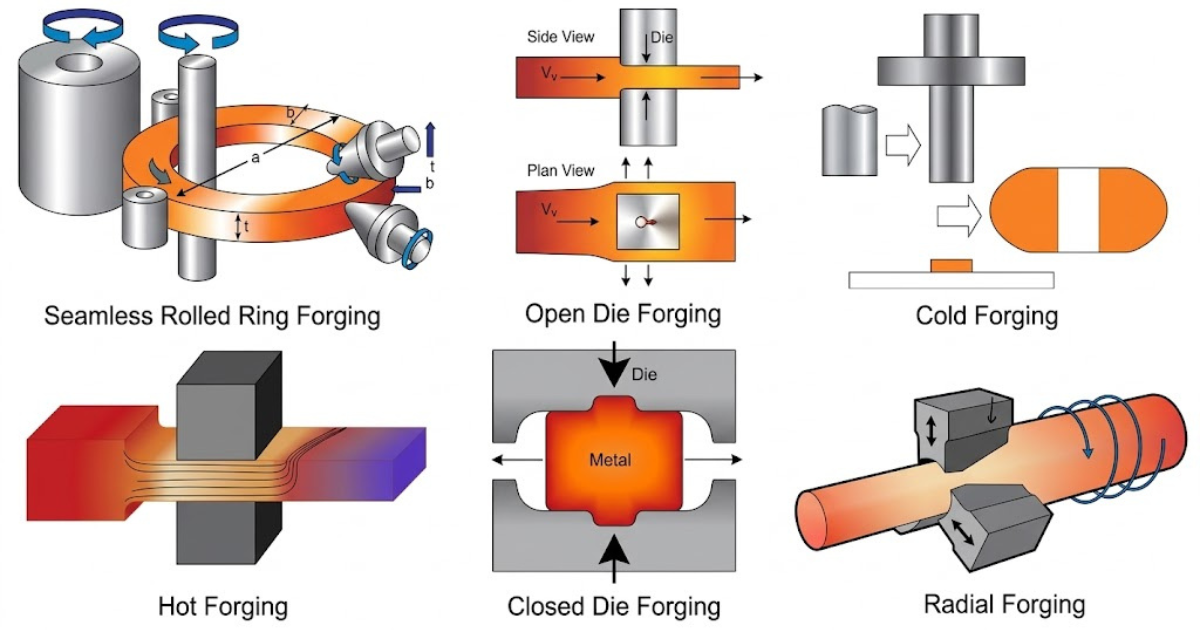
Forging processes can be broadly classified based on temperature and the type of tooling or equipment used, each influencing the final product characteristics. When classified based on temperature, forging is divided into hot, warm, and cold forging. Hot forging is performed above the recrystallization temperature of the material, allowing significant deformation with minimal force while eliminating strain hardening. This makes it ideal for large components but may result in lower dimensional accuracy due to oxidation and scaling. Warm forging operates at intermediate temperatures, offering a balance between reduced forming forces and improved surface finish. Cold forging, on the other hand, is performed at or near room temperature, producing components with excellent dimensional accuracy and surface quality, though it requires higher forces and is limited to less complex shapes.
From the perspective of tooling and equipment, forging can be categorized into open die and closed die forging, along with equipment based methods like press and hammer forging. Open die forging involves deforming the material between flat or simple dies, allowing free metal flow and making it suitable for large, simple components. Closed die forging confines the material within shaped cavities, enabling the production of complex geometries with high precision. Press forging uses continuous pressure to deform the material uniformly, while hammer forging relies on repeated impact blows, making it suitable for high speed operations.

The forging process branches into multiple specialized methods, each developed to meet specific industrial requirements related to part geometry, production volume, material behavior, and level of automation. These methods differ in how force is applied, how material flows, and how precisely the final component is shaped. Understanding these variations is essential for selecting the right process for performance, cost efficiency, and manufacturability.
Drop forging is one of the most widely used methods, where a hammer delivers repeated blows to deform the heated metal. In open die forging, the material is compressed between flat or simple dies, allowing it to flow freely. This makes it suitable for large, simple components such as shafts and heavy duty parts, where internal soundness is more critical than intricate geometry. In contrast, closed die forging confines the material within shaped cavities, forcing it to take a precise form. This method is extensively used for producing complex parts like connecting rods and crankshafts, offering better dimensional accuracy and repeatability.
Press forging differs fundamentally from drop forging in the way force is applied. Instead of impact, a continuous and controlled pressure is exerted over a longer duration. This allows deeper penetration of force into the material, resulting in more uniform deformation and improved internal structure. Press forging is particularly advantageous for large components and applications where consistency and structural integrity are critical.
Upset forging is specifically designed to increase the cross sectional area of a workpiece by compressing its length. This localized deformation process is highly efficient for producing parts like bolt heads, valves, and fasteners. The process ensures minimal material waste while maintaining excellent grain flow, which enhances the strength of the final product.
Automatic hot forging represents a highly productive and automated variation of conventional forging. In this method, heated billets are automatically fed into a series of dies where multiple operations such as cutting, forming, and finishing occur in a continuous sequence. This process is ideal for high volume production of small to medium sized components, offering consistent quality, reduced labor dependency, and high production rates.
Roll forging utilizes rotating rolls with contoured grooves to gradually deform the workpiece into the desired shape. Unlike traditional forging, this method reduces the thickness while increasing the length of the material. It improves grain flow and material utilization, making it suitable for preforms and elongated components such as leaf springs, axles, and tapered shafts.
Rolled ring forging is a specialized process used to produce seamless rings with high structural integrity. In this method, a pierced billet is rolled between two rolls to expand its diameter while reducing wall thickness. The resulting rings exhibit excellent grain orientation and are widely used in critical applications such as bearings, flanges, and aerospace components where strength and reliability are essential.
Precision forging focuses on producing near net shape components with minimal or no machining. Performed at or near room temperature, this method offers exceptional dimensional accuracy, surface finish, and material utilization. It is commonly used for manufacturing automotive and electronic components where tight tolerances and high production volumes are required.
Isothermal forging is an advanced technique in which both the die and the workpiece are maintained at the same elevated temperature throughout the process. This eliminates temperature gradients, allowing uniform material flow and reducing the risk of defects. It is particularly valuable in aerospace applications where high performance alloys require precise control during deformation.
Induction forging incorporates induction heating to rapidly and uniformly heat the workpiece before deformation. This method offers better energy efficiency, reduced oxidation, and precise temperature control compared to conventional furnace heating. It is commonly integrated into automated forging lines for improved process consistency.
Swaging is a forging process in which the diameter of a rod or tube is reduced using radial compressive forces applied by dies that oscillate or rotate. This method is particularly useful for producing tapered, stepped, or precision cylindrical components such as shafts, cables, and firearm barrels. Swaging enhances surface finish and mechanical properties through work hardening. Together, these forging methods demonstrate the versatility of the forging process, enabling manufacturers to produce a wide range of components from simple, large scale structures to highly precise, complex parts while optimizing strength, efficiency, and production capabilities.
Ensuring the reliability of forged components begins long before they are put into service it starts with precise and comprehensive inspection. Forging inspection is essential for validating structural integrity using advanced nondestructive testing methods such as ultrasonic testing, magnetic particle testing, and liquid penetrant testing. These techniques help detect internal, surface, and near surface defects like cracks, inclusions, and voids without causing any damage to the component. UT uses high frequency sound waves to uncover internal flaws, MT identifies discontinuities in ferromagnetic materials, and PT reveals surface breaking defects that are otherwise invisible. Modern inspection practices go beyond conventional methods by integrating advanced technologies like 3D laser scanning and computed tomography scanning. 3D scanning allows rapid and highly accurate comparison of forged parts with their 3D CAD models, ensuring dimensional precision while significantly reducing inspection time.
CT scanning further enhances quality control by generating detailed volumetric data, enabling the detection of subsurface defects such as porosity and voids, along with the analysis of complex internal geometries without cutting the part. Common forging defects identified during inspection include cracks caused by thermal stress, laps due to improper material flow or die design, internal inclusions or voids from trapped impurities or shrinkage, cold shuts formed by incomplete fusion of metal fronts, and dimensional deviations where components fail to meet specified tolerances. To ensure complete validation, dimensional inspection is carried out using tools such as coordinate measuring machines, laser scanners, and CT systems, providing accurate surface and internal analysis for even the most complex forged components.

Automotive: Forged components are preferred for their strength, reliability, and cost effectiveness. They are used in high stress parts like wheel spindles, kingpins, axle beams, shafts, and steering components, as well as in powertrain parts such as connecting rods, gears, and drive shafts. Materials include carbon steel, alloy steel, aluminum, and microalloyed steels.
Agricultural Machinery and Equipment: Forgings provide the required strength and toughness for farm equipment. They are used in engine and transmission parts, along with components like gears, shafts, levers, spindles, and cultivator tools that undergo repeated impact and fatigue.
Hand Tools and Hardware: Forging ensures durability and quality in tools such as hammers, pliers, and wrenches. It is also used in hardware components like hooks, bolts, and sockets, as well as in surgical instruments and electrical transmission fittings for strength and corrosion resistance.
General Industrial Equipment: Large forgings are used across industries like steel, power, chemical, and textile. Common forms include bars, blocks, rings, discs, shafts, and sleeves used in heavy machinery and industrial systems.
Aerospace: Forgings offer high strength to weight ratio and structural reliability, making them essential in aircraft and spacecraft. They are used in components like wing structures, landing gear, engine parts, and turbine components made from advanced alloys.
Forging remains one of the most efficient and reliable manufacturing processes for producing high strength components with superior mechanical properties. Its ability to refine grain structure and enhance material performance makes it indispensable in critical applications. By carefully controlling each stage of the process and selecting appropriate methods and classifications, manufacturers can achieve optimal results in terms of strength, precision, and cost effectiveness.
As industries continue to demand lighter, stronger, and more durable components, advancements in forging technologies such as automation, simulation based die design, and precision forging are driving the process toward greater efficiency and sustainability. Forging, therefore, continues to be a cornerstone of modern engineering and manufacturing excellence.
© 2026 RA Global Tech Solutions
Site design and developed by Rajkar Global