

3D printing, also known as additive manufacturing, has evolved significantly from its origins as a rapid prototyping tool into a powerful and versatile manufacturing technology. Today, it is used not only for concept models but also for functional prototypes, tooling, and end use production parts across a wide range of industries. This transformation has been driven by advancements in both printing technologies and material capabilities, enabling higher precision, better mechanical performance, and greater design freedom.
At its core, 3D printing processes are categorized based on how they create parts either by depositing material layer by layer, curing liquid resins, or fusing powder using heat or light. These categories include everything from accessible, filament based systems to highly advanced industrial technologies such as powder bed fusion and metal additive manufacturing. Each method supports specific materials and offers unique advantages in terms of strength, accuracy, surface finish, and scalability.
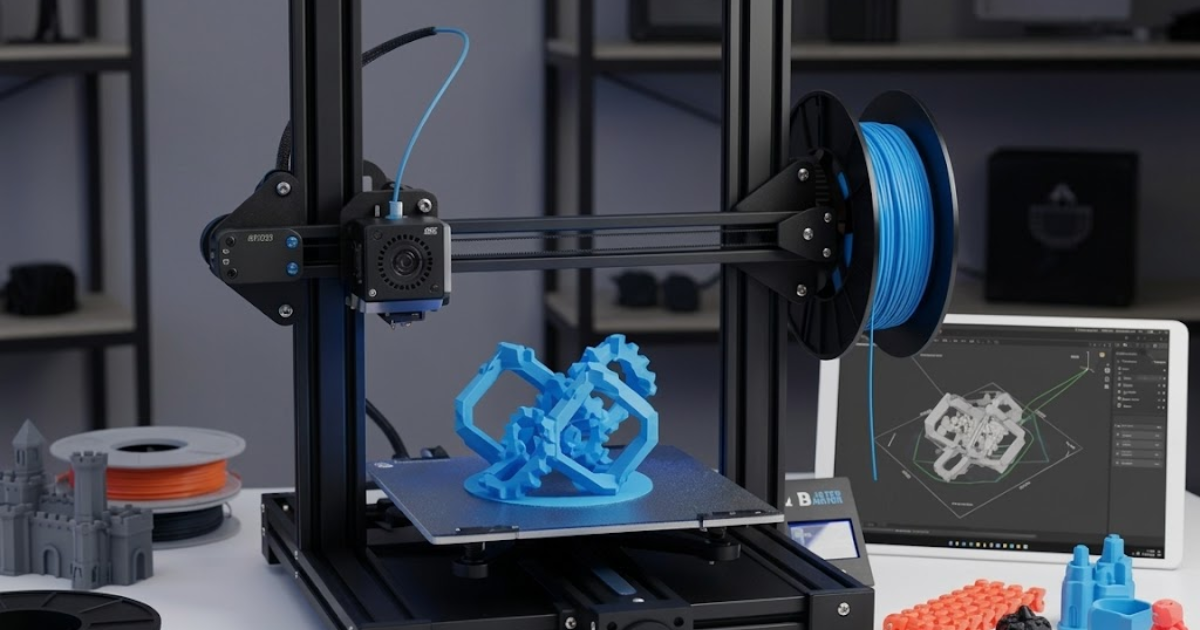
Fused Deposition Modeling, also known as fused filament fabrication, is an additive manufacturing process within the material extrusion category. In this method, a thermoplastic filament is heated and extruded through a nozzle, depositing material along a predefined path to build parts layer by layer. As each layer cools, it bonds to the previous one, gradually forming a solid object based on a digital 3D CAD model. Due to its simplicity, cost effectiveness, and versatility, FDM has become the most widely used 3D printing technology and holds the largest installed base of 3D printers globally, making it a common first choice for engineers across industries.
The FDM process begins with a digital design file that is converted into machine instructions. Materials such as ABS, PLA, PETG, and PEI are supplied as filaments and fed into a heated nozzle. Once melted, the material is extruded in thin strands through a three axis system, following a programmed toolpath. Each deposited strand cools and fuses with the previous layer, building up the part geometry. Similar to shading with a marker, multiple passes are used to fill each layer. After completing one layer, the platform adjusts, and the process repeats until the final part is formed. Cooling fans are often used to control solidification and improve layer adhesion.
FDM 3D printers operate based on several adjustable parameters, including nozzle temperature, build platform temperature, 3D print speed, layer height, and cooling rate. While these settings are typically managed by operators in outsourced manufacturing, understanding their impact is essential for designers to achieve optimal results. Build volume and layer height are especially important considerations desktop 3D printers generally offer build sizes around 200 × 200 × 200 mm, whereas industrial systems can handle much larger parts, up to approximately 1,000 × 1,000 × 1,000 mm. Layer height typically ranges from 50 to 400 microns; smaller layers produce smoother surfaces and finer details, while larger layers reduce 3D printing time and cost.
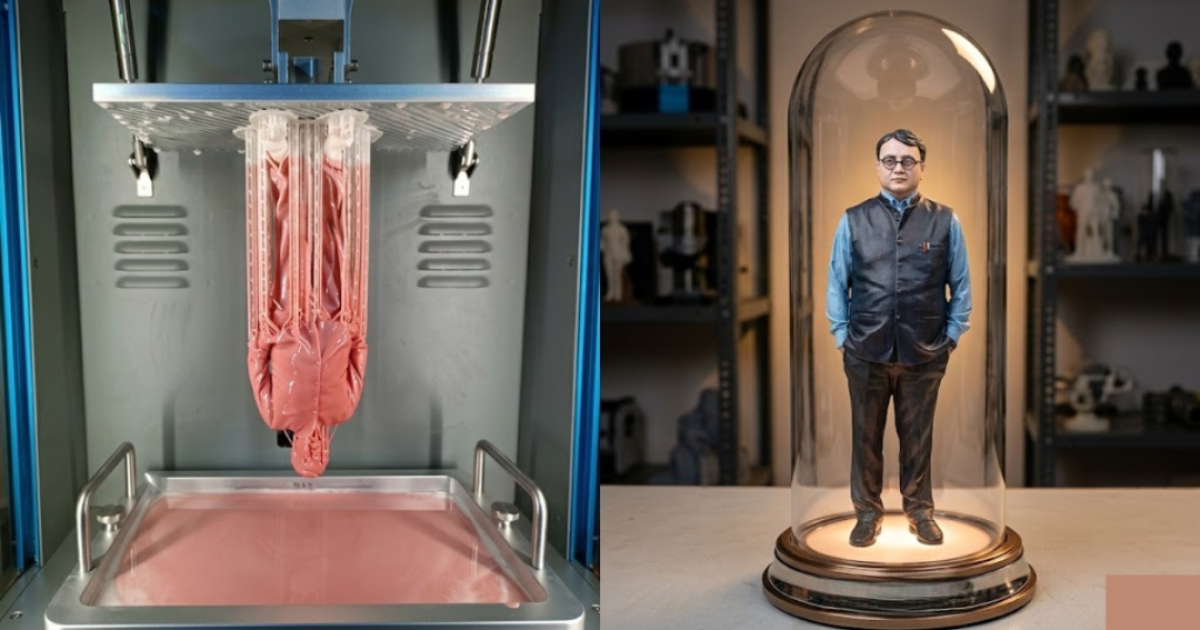
Stereolithography is one of the most widely used 3D printing technologies and a leading method in resin based additive manufacturing. It is highly regarded for its ability to produce parts with exceptional accuracy, smooth surface finishes, and fine details, along with isotropic and watertight properties. These advantages make SLA ideal for both high quality prototypes and production grade components. However, selecting SLA for a specific application requires understanding its capabilities and limitations, which this process helps to clarify.
SLA falls under the vat photopolymerization category, where liquid photopolymer resin is cured layer by layer using a light source. Alongside digital light processing and liquid crystal display technologies, SLA stands out by using a high precision UV laser to selectively solidify resin. This targeted curing approach enables superior detail and surface quality compared to other methods.
One of the key benefits of modern SLA is its ability to accelerate product development. By enabling rapid production of high resolution parts within hours, designers and engineers can iterate multiple times in a single day. This significantly reduces development time compared to traditional methods like CNC machining or injection molding, which often involve longer setup times and tooling requirements.
The SLA process begins with a build platform positioned inside a tank of liquid resin. A UV laser scans and cures the resin layer by layer, following the geometry defined in the digital design. During this photopolymerization process, the resin undergoes a chemical reaction that forms strong, crosslinked structures, resulting in solid parts with excellent detail and surface finish. Mirrors guide the laser precisely across each layer. Once 3D printing is complete, the parts are only partially cured and typically require additional UV post curing to achieve full mechanical strength and thermal stability. Unlike thermoplastics, SLA materials are thermoset polymers, meaning they cannot be remelted after curing.
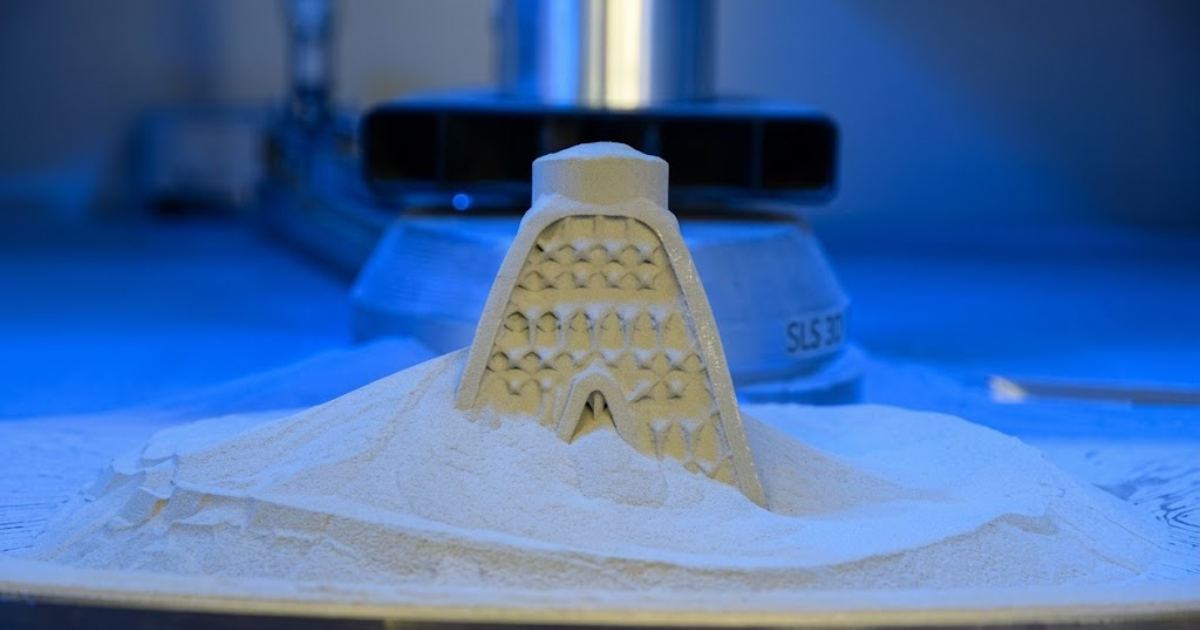
Selective Laser Sintering is an additive manufacturing process that belongs to the powder bed fusion category. It uses a high powered laser to selectively fuse fine particles of thermoplastic polymer powder, building parts layer by layer into solid, functional components. The materials, typically in granular form, offer excellent mechanical strength and durability. One of the key advantages of SLS is its versatility, making it a strong alternative to injection molding when high tooling costs are not feasible.
The SLS process begins by preheating the powder bed to just below the material’s melting point. A thin layer of powder is then spread across the build platform using a recoating blade. A CO₂ laser scans the cross section of the part and sinters the powder precisely where needed, bonding particles together to form a solid layer. After each layer is completed, the platform lowers slightly, and a new layer of powder is applied. This cycle continues until the entire part is built. Once 3D printing is complete, the build chamber must cool gradually often taking several hours before parts are removed. The finished components are then cleaned by removing excess powder using compressed air or blasting, and they may undergo additional post processing if required.
SLS is highly effective for rapid prototyping, especially for functional polymer parts, as it produces accurate geometries with consistent mechanical properties and does not require support structures. The surrounding unsintered powder naturally supports the part during 3D printing, enabling complex shapes and internal features that are difficult to achieve with other technologies. This same advantage makes SLS ideal for low volume production, offering flexibility, scalability, and design freedom without compromising quality.
Most SLS systems operate with predefined process parameters to ensure consistent results, with typical layer heights ranging from 100 to 120 microns, balancing surface quality and build speed. The process also allows efficient use of the build volume, as multiple parts can be nested within the same build without significantly increasing 3D print time. SLS parts exhibit strong layer adhesion, resulting in near uniform mechanical properties across all directions, although slight brittleness may occur due to internal porosity.
Multi Jet Fusion is an advanced 3D printing technology that produces highly accurate, detailed, and complex parts using powdered thermoplastics. Known for its speed and consistency, MJF delivers components with excellent tensile strength, fine feature resolution, and uniform mechanical properties. These advantages have made it a preferred additive manufacturing solution for industrial applications, particularly for functional prototypes, end use parts, and geometries that are intricate or organic in design.
The MJF process works by spreading a thin layer of powder material across a build platform, followed by the selective application of fusing and detailing agents using an inkjet array. The powder is preheated to ensure uniform material behavior, and the agents define the part geometry and surface details. Heat is then applied to fuse the selected areas into a solid layer. This process repeats layer by layer until the part is complete. Once 3D printing finishes, the build unit contains both the finished part and surrounding unfused powder, which is later removed and recycled. Additional cleaning methods, such as bead blasting, are used to achieve the desired surface finish.
MJF primarily uses thermoplastic materials, which can be broadly categorized into rigid and flexible types. Common rigid materials include Nylon PA11, Nylon PA12, and polypropylene, while flexible options include TPU based materials. Among these, Nylon 12 is widely used due to its balanced mechanical properties and chemical resistance, making it suitable for both prototyping and production applications. Glass filled variants are also available for increased stiffness and thermal stability.
Post processing in MJF is relatively straightforward compared to other additive manufacturing technologies. After 3D printing, the build unit undergoes a cooling phase, followed by the removal and recovery of excess powder for reuse. Remaining powder is cleaned off using techniques such as air blasting or bead blasting. Depending on the application, additional finishing steps like machining, sanding, or surface treatment may be required to meet specific tolerances or aesthetic requirements.

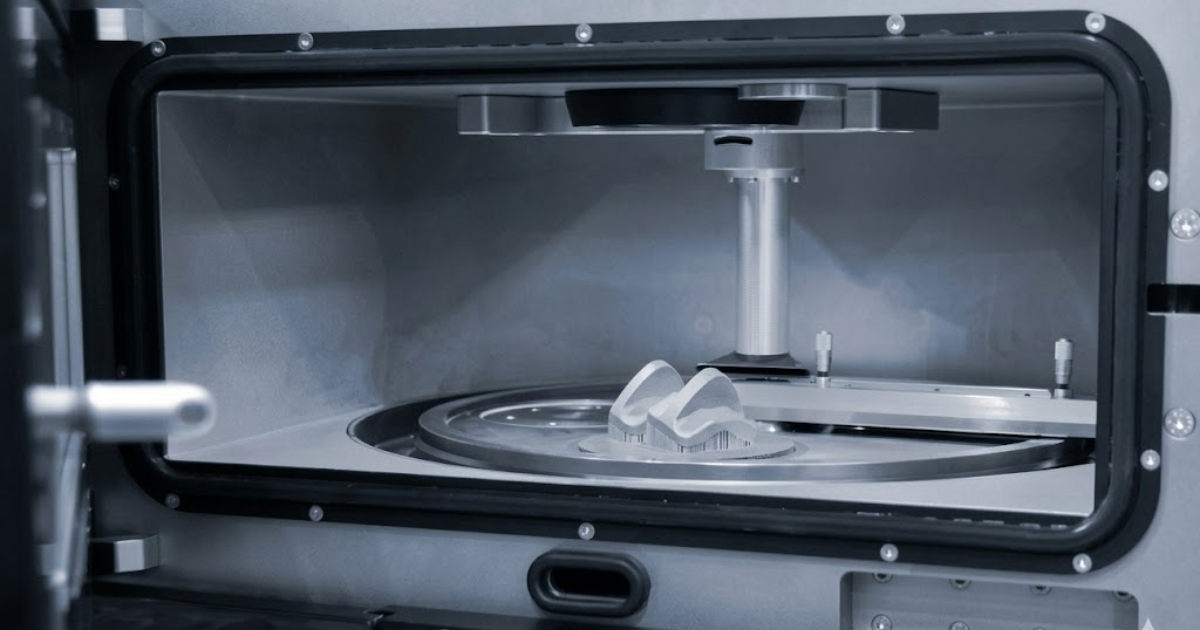
Direct Metal Laser Sintering, also known as Selective Laser Melting, is an advanced metal 3D printing process used to manufacture high precision and complex components. In this technique, a high powered laser selectively melts metal powder at specific points, following instructions from a digital 3D CAD model. Once a layer is completed, a new layer of powder is spread over the surface, and the process repeats until the final part is built. This layer by layer approach eliminates the need for molds or tooling, making it highly effective for producing intricate geometries, including internal channels, undercuts, and complex angles. The resulting parts offer excellent dimensional accuracy, fine surface quality, and mechanical properties comparable to traditionally manufactured metals.
DMLS is particularly well suited for low volume production and specialized industrial applications where conventional manufacturing methods may be impractical or costly. It allows manufacturers to produce parts on demand directly from digital files, reducing the need for inventory and enabling greater design flexibility. This makes it ideal for industries that require customized or complex metal components, such as aerospace, automotive, and medical sectors.

Filament based 3D printing, commonly known as fused deposition modeling, fused filament fabrication, or material extrusion, is the most widely used form of 3D printing at the consumer level. This process works by feeding thermoplastic filaments such as ABS or PLA through a heated nozzle, where the material is melted and deposited layer by layer along predefined paths to build the final part.
For many users, FDM 3D printers serve as the first entry point into 3D printing. They are widely found in schools, colleges, and makerspaces due to their accessibility and ease of use. In professional environments like design, engineering, and manufacturing, FDM is typically used for creating quick proof of concept models, helping teams validate ideas before moving on to more advanced prototyping methods.
FDM 3D printers are available in a broad range of sizes and price points, making them an affordable and low barrier option for beginners. However, this simplicity often comes with trade offs in terms of surface finish, strength, and overall part performance. For applications requiring higher precision, better mechanical properties, watertight parts, or smoother surfaces, technologies like SLA and SLS are generally more suitable alternatives.

Stereolithography, also referred to as vat photopolymerization or resin based 3D printing. Even today, it remains one of the most widely used methods among both hobbyists and professionals due to its precision and versatility.
Resin 3D printers operate by using a light source to cure liquid resin into solid plastic through a process called photopolymerization. This category includes several variations: traditional SLA uses a laser to trace each layer, digital light processing cures entire layers using a digital micromirror device, and masked stereolithography, or LCD based 3D printing, uses an LCD screen to selectively block UV light.
These 3D printers are highly valued for producing parts with exceptional accuracy, smooth surface finish, and isotropic properties, along with watertight structures. A wide range of advanced resin materials is available, offering diverse optical, mechanical, and thermal characteristics that can closely replicate standard and engineering grade thermoplastics. Overall, resin 3D printing is ideal for applications requiring fine details, tight tolerances, and superior surface quality, such as molds, patterns, and functional prototypes.

Powder bed fusion 3D printing, often known as powder based 3D printing is one of the most widely used additive manufacturing technologies in industrial applications. It is highly valued by engineers and manufacturers for its ability to produce durable, functional components. Among the various PBF methods, selective laser sintering and multi jet fusion are the most commonly adopted processes.
In SLS 3D printing, a high powered laser selectively fuses fine polymer powder particles layer by layer to form solid parts. The surrounding unfused powder acts as a natural support, eliminating the need for additional support structures. This advantage allows the creation of highly complex geometries, including internal channels, undercuts, thin walls, and intricate features. SLS produced parts also offer strong mechanical performance, often comparable to injection molded components.
Nylon is the most commonly used material in powder based 3D printing due to its excellent balance of strength, flexibility, and durability. It is resistant to impact, chemicals, heat, UV exposure, moisture, and environmental wear. Other widely used materials include reinforced nylon composites, thermoplastic polyurethane, and polypropylene, each suited for specific functional requirements.
With its combination of cost efficiency, high productivity, and mature material options, SLS has become a preferred solution for functional prototyping. It also serves as a practical and economical alternative to injection molding for low volume production and bridge manufacturing applications.
Metal 3D printing encompasses a range of technologies including laser powder bed fusion, electron beam melting, directed energy deposition, and bound metal extrusion followed by debinding and sintering. These processes build parts layer by layer by selectively melting or binding metal feedstock. Powder bed systems like LPBF and EBM are capable of producing highly complex geometries, such as lattice structures and conformal cooling channels, with densities approaching wrought materials after proper heat treatment. EBM, in particular, operates in a preheated vacuum environment, which helps reduce residual stresses but typically results in a rougher surface finish.
DED processes prioritize high deposition rates and large build volumes over fine detail, making them well suited for repairing existing components or adding features to large parts. Bound metal extrusion systems, on the other hand, offer a more accessible entry point into metal 3D printing but require careful shrinkage compensation during sintering and generally deliver lower mechanical performance compared to powder bed methods.
Compared to plastic 3D printing, metal additive manufacturing remains less accessible due to higher equipment costs, complex workflows, and the need for skilled operators. Across all methods, significant post processing is required, including support removal, heat treatment, machining, and surface finishing. Additionally, strict process control such as powder handling, inert atmospheres or vacuum conditions, and thermal management is critical for achieving consistent quality.
In terms of application, LPBF and EBM are best suited for high value, complex components; DED is ideal for repair work and large near net shape builds; and bound metal systems are appropriate for early stage functional testing or tooling where full density, tight tolerances, and premium surface finishes are not essential.
Engineering and Design: 3D printing has become an essential tool in engineering and product design workflows. It enables rapid prototyping, allowing designers to quickly transform digital concepts into physical models. This helps in evaluating form, fit, and function early in the development cycle. Engineers can iterate designs multiple times within a short period, reducing development risks and costs. Advanced technologies like SLA and SLS also allow functional testing with materials that closely simulate real world conditions, making the transition from prototype to production smoother.
Consumer Products: In the consumer goods sector, 3D printing supports innovation and customization. Brands use it to develop product housings, wearables, accessories, and even customized gadgets tailored to user preferences. It allows companies to test market demand with small production runs before committing to mass manufacturing. Additionally, 3D printing enables complex and unique designs that are difficult to achieve using traditional methods, enhancing product differentiation.
Manufacturing and Tooling: 3D printing plays a critical role in modern manufacturing by producing jigs, fixtures, molds, and tooling components. These tools can be manufactured faster and at a lower cost compared to conventional machining. It is particularly useful for bridge production and low volume manufacturing, where creating expensive tooling is not viable. Additive manufacturing also reduces downtime by enabling on demand production of spare parts and tools directly on the factory floor.
Education: Educational institutions widely adopt 3D printing to enhance learning experiences in science, technology, engineering, and mathematics (STEM). It encourages hands on learning, creativity, and problem solving among students. Universities and research labs use 3D printing for experimental projects, prototyping, and innovation. It also helps students understand complex concepts by visualizing them as physical models.
Aerospace: The aerospace industry benefits significantly from 3D printing due to its ability to produce lightweight and high performance components. Complex geometries such as lattice structures and internal channels can be manufactured, which are not possible with traditional methods. These designs help reduce weight, leading to improved fuel efficiency and performance. Additionally, 3D printing minimizes material waste and allows on demand production of spare parts, reducing inventory and maintenance costs.
Medical: 3D printing is revolutionizing healthcare by enabling patient specific solutions. It is used to create customized prosthetics, implants, dental devices, and surgical guides. Doctors also use 3D printed anatomical models for pre surgical planning, improving accuracy and outcomes. Bioprinting is an emerging field where researchers are exploring the possibility of printing tissues and organs, opening new frontiers in medicine.
Movies and Theater: In the entertainment industry, 3D printing is used to create props, costumes, masks, and miniature models. It allows designers to produce highly detailed and complex elements quickly, which enhances visual storytelling. Compared to traditional fabrication methods, 3D printing reduces production time and enables rapid modifications during filming or stage preparation.
Architecture: Architects use 3D printing to create precise scale models of buildings and urban plans. These models help in visualizing designs, communicating ideas to clients, and identifying potential design issues early. Large scale 3D printing is also being explored for construction, where entire building components or structures can be printed, reducing labor and material waste.
Fashion: The fashion industry leverages 3D printing to push the boundaries of creativity. Designers create unique garments, footwear, and accessories with intricate patterns and unconventional structures. It also supports customization, allowing brands to produce tailored products for individual customers. Additionally, 3D printing contributes to sustainable fashion by reducing material waste and enabling on demand production.
Automotive: In the automotive sector, 3D printing is widely used for prototyping, tooling, and production of end use parts. It accelerates vehicle development by allowing rapid testing and validation of components. Manufacturers use it to produce lightweight parts that improve fuel efficiency and performance. It is also valuable for producing spare parts on demand, especially for legacy vehicles where traditional manufacturing is no longer feasible.
3D printing technology can appear complex at first, but understanding its fundamentals makes all the difference. Not all 3D printing processes or materials behave in the same way, and each has unique capabilities and limitations. For instance, 3D printing nylon with SLS is very different from producing resin parts with SLA or metal components with DMLS. Every process comes with its own design rules, material properties, and technical requirements.
A strong grasp of how these technologies operate enables designers and engineers to make informed choices when developing models or selecting materials. It helps explain why some geometries are easy to 3D print in one material but may be challenging or even impossible in another. For example, FDM parts often require support structures, whereas SLS 3D prints are naturally supported by the surrounding powder.
Similarly, materials that use the same 3D printing technology such as different types of resins in SLA or multiple polymers in FDM typically share comparable design guidelines and tolerances. Recognizing these similarities leads to smoother 3D printing, stronger components, and fewer issues during post processing.
Although industrial grade 3D printers involve significant investment and may not be practical for small businesses or individual users, online 3D printing services have made advanced manufacturing accessible to everyone. These platforms allow users to upload designs, choose suitable materials and technologies, and receive professional quality parts without owning the equipment.
Ultimately, understanding 3D printing goes far beyond learning how objects are produced it empowers creators to design intelligently, manufacture efficiently, and innovate confidently in an ever evolving technological landscape.
3D printing is not a single technology but a diverse ecosystem of processes, materials, and capabilities, each designed to solve different manufacturing challenges. From the accessibility and versatility of FDM to the precision of SLA, the strength and design freedom of SLS and MJF, and the advanced capabilities of metal processes like DMLS, every technology plays a unique role in modern product development and production. Understanding these differences is key to making the right decisions. The choice of technology directly impacts part performance, surface quality, cost, and production efficiency. By aligning design requirements with the appropriate process and material, engineers and designers can unlock the full potential of additive manufacturing whether for rapid prototyping, functional testing, or end use production.
As the industry continues to evolve, 3D printing is becoming more accessible, scalable, and integral to manufacturing workflows. With the support of professional service providers, businesses can leverage advanced technologies without heavy upfront investment, accelerating innovation and reducing time to market. Ultimately, mastering the fundamentals of 3D printing empowers you to move beyond trial and error enabling smarter design decisions, better product outcomes, and a stronger competitive edge in today’s fast paced engineering and manufacturing landscape.
© 2026 RA Global Tech Solutions
Site design and developed by Rajkar Global